HMC-500 T40 Горизонтальный обрабатывающий центр с ЧПУ FANUC 18i MB (NCT100)

ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
• «Т» - образная чугунная станина
• Линейные направляющие по всем осям
• Литая чугунная шпиндельная бабка
• Высоко-прецизионные ШВП
• Магазин и автооператор инструментов на 40 инструментов
• Поворотное устройство смены паллет
• Вращающийся датчик нарезания резьбы
• Непосредственный ременной привод
• Вращающиеся датчики измерения по всем осям
• Гидравлическая станция
• Комплектное устройство сборки стружки с червяками
• Комплектный кабинет станка
• Освещение рабочего пространства
• Система СОЖ
• СОЖ через шпиндель
• СОЖ через инструмент
• Встроенный электрический шкаф
• ЧПУ FANUC 18i MB CNC и привода FANUC (опционально ЧПУ NCT 100 CNC)
ТЕХНИЧЕСКИЕ ДАННЫЕ
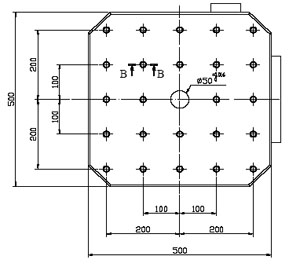
• Размер паллет (мм) 500х500
• Макс. диаметр детали (мм) 700
• Макс. высота детали (мм) 800
• Нагружаемость паллет (кг) 800
• Позиционирование стола 360000х0,001°
• Точность обработки:
позиционирования (мкм) 10
повторяемости (мкм) 2
• Расстояние между осями шпинделя и стола мм 100-750
• Расстояние от торца шпинделя и оси стола (мм) 150-800
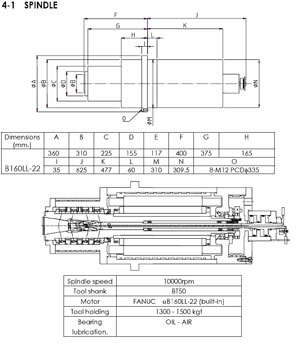
• Конус шпинделя по DIN 69871 A50
• Опция по DIN 96893-1 HSK-100
• Частота вращения шпинделя (1/мин) 50-10000
• Ход по оси Х (мм) 720
• Ход по оси Y (мм) 650
• Ход по оси Z (мм) 650
• Мощность главного привода (кВт) 25/30
• Максимальный момент (Нм) 350/420
• Скорость быстрых ходов (м/мин) 24
опционально (м/мин) 40
• Количество инструментов (шт) 40
• Время смены инструмента
инструмент-инструмент (сек) 3,5
от стружки до стружки (сек) 9
• Время смены паллет (сек) 11
• Максимальный диаметр инструмента
в каждой ячейке (мм) 125
через одну (мм) 250
• Макс. длина инструмента (мм) 400
• Макс. масса инструмента (кг) 20
• Вес станка (кг) 13000
КОНСТРУКЦИЯ СТАНКА
• Чугунная литая станина и стойка – конструкция станины и стойки имеют двустенное, решеточное исполнение. Чугун имеет высококачественную структуру – так называемый «Meесhanite». Правильное геометрическое функционирование станка обеспечивается тем, что стол, стойка и шпиндельная бабка передвигаются с помощью симметрично расположенных относительно них ШВП.
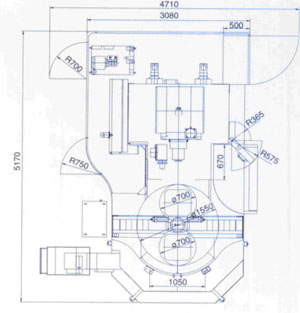
• „T”- образное станина с 3-х координатным позиционированием - это является самым современным исполнением и обеспечивает все требования высокоточной обработки, так как дает возможность оптимальной выставки, фиксирования и стабильность. (рис. 1. а,b)
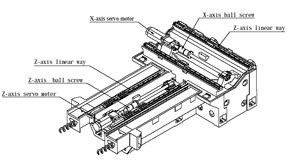
• Направляющие качения по всем осям - используются современные направляющие типа «ТНК» с типоразмером NR55, которые при больших скоростях обеспечивают точность траектории передвижений.

• Непосредственный привод ШВП – по всем 3-м координатам используются ШВП с диаметром ф 50мм – класс точности C3 – с необходимыми натягами, для уменьшении температурных влияний и для обеспечения высокой точности.
• Вращающее устройство смены паллет, закрепленное на станине - подсоединено к торцу станины. Автоматизированная система смены паллет (АРС) с помощью поворота на 180 градусов позволяет за короткое время производить смену паллет.
• Максимальный размер детали O700 x 800 мм – рабочее пространство станка дает возможность использования паллет размером до 630x500 мм.
• Нагружаемость паллет 800 кг – это дает возможность обрабатывать за один установ несколько деталей.
• Ходы рабочих осей; X=720; Y=650; Z=650 мм - на Рис. 1. видно, что стол с паллетой производит перемещения по оси Z, а шпиндельная бабка встроенная в стойку производит движении по направлениям X, Y .
• Скорость холостого хода по всем 3-м осям 40 м/мин - эти скорости соответствуют сегодняшним требованиям по данному размеру оборудования, массе и нагружаемости стола. (При уменьшении передвигаемых масс эту величину можно увеличивать)
• Вращающие датчики встроенные в двигателях приводов - ШВП соединяются к двигателям через муфты. Позиционирование происходит с помощью внутренних вращающихся датчиков. Станок подготовлен к использованию измерительных линеек, для этого все необходимые поверхности подготовлены.
• Шпиндель ISO-50 – используются прецизионные подшипники фирмы FAG установленные по схеме «duplex O». Внутренний диаметр передних подшипников 100 мм. Подшипники смазываются и охлаждаются масляной системой, которая контролируется стойкой ЧПУ. После пуска станка система ЧПУ обеспечивает нагрев шпиндельног о узла до рабочей температуры. Система лабиринтов дополнительно защищена с помощью, так называемой «воздушной занавески», что дает длительный срок службы.
• Встроенный высокомощный мотор-шпиндель – это исполнение обеспечивает высокую скорость и большую нагружаемость . У встроенного мотор-шпинделя фирмы FANUC (alpha B1600LL/1300i) переключение диапазонов моментов производится с помощью смены полюсов, автоматически или из технологической программы М-кодом (M21/M22)
• Автоматический магазин и манипулятор инструментов – при автоматической смене производится очистка конуса шпинделя и инструмента сжатым воздухом. Рычаги манипулятора – короткие для обеспечения безопасности смены тяжелых инструментов (до 20 кг). Основание цепного накопителя тоже имеет литую конструкцию и компактно подсоединяется к станку и имеет привод от гидромотора.
• Автоматическое устройство смены паллет – имеет систему поворота на 180 градусов, что очень удобно в производстве. В положении смены деталей паллета имеет возможность вращаться, что повышает удобство смены заготовки.
• Непрерывный стол с паллетой – стол перемещается по оси Z, а также управляемо вращается (непрерывно) от системы ЧПУ по вертикальной оси В. Привод оси В производится с помощью отдельного серводвигателя Fanuc и беззазорной червячной передачей. Паллеты к столу присоединяются по 4-м упорным конусам, которые очищаются сжатым воздухом.